Präventive Maintenance von über 120 Motoren und Frequenzumrichtern
Fallstudie
25 June 2025
Anzahl der Projektstunden: 28 Stunden
Techniker: 2
Kundenerwartungen
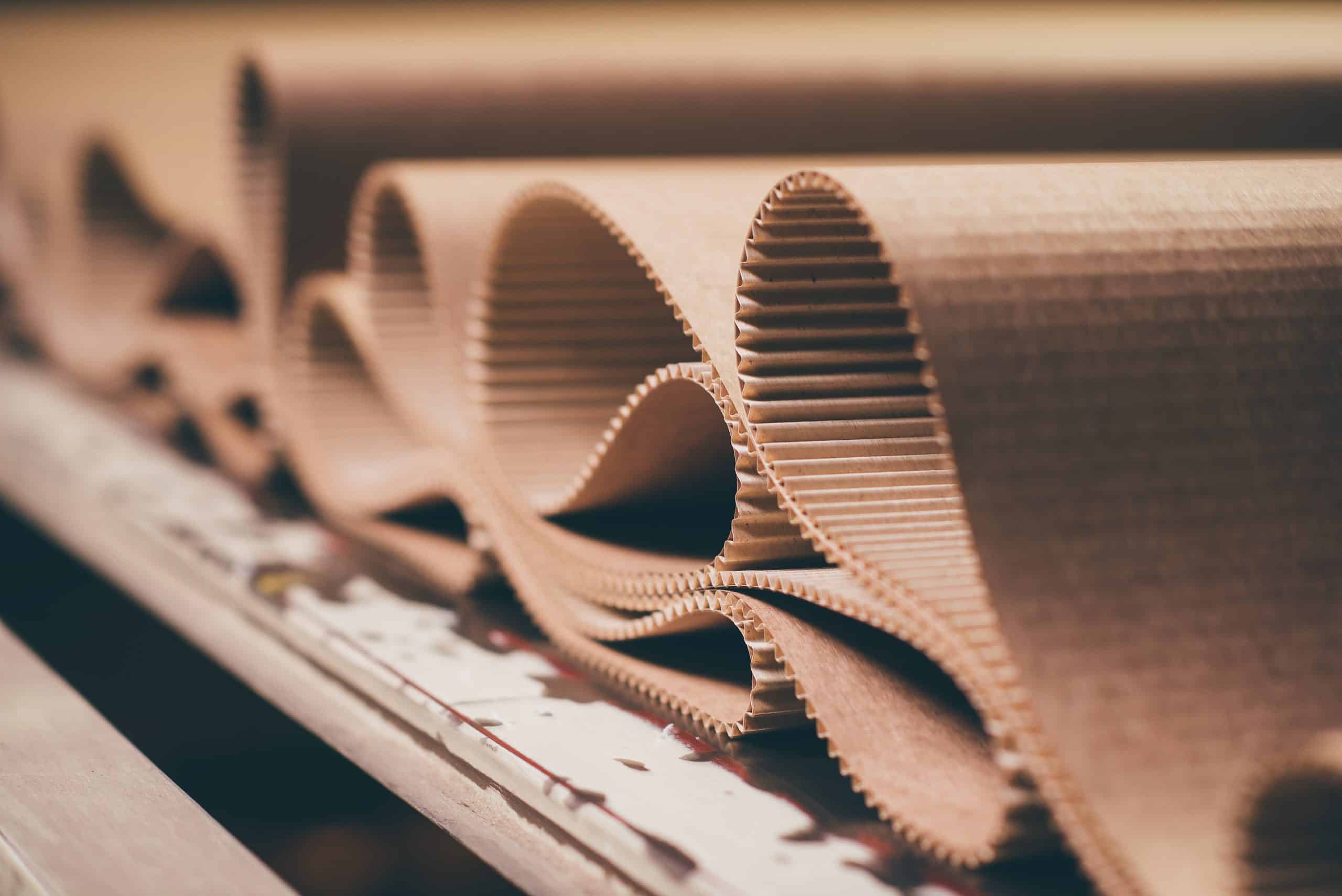
Das Team von DV GROUP reiste nach Österreich zu einem Kunden aus der Papierindustrie, der sich auf Verpackungen und Wellpappe spezialisiert hat. Das Unternehmen benötigte unser Know-how, um die Zuverlässigkeit der VAC Drive und Siemens Masterdrives (55 kW – 400 kW) während des Produktionsstillstands zu gewährleisten. Die Techniker sahen sich mit mehreren Einschränkungen konfrontiert:
DV GROUP Lösung
Bei dieser Art von Intervention wird normalerweise ein Service durchgeführt, der die Demontage der Produkte beinhaltet, doch die geographische Entfernung und die Stillstandszeit der Fabrik machten diese Lösung unmöglich. Außerdem war es aufgrund der Analyse der Situation nicht möglich, eine genaue aktuelle MTBF (Mean Time Between Failures) der Sektion zu erhalten, so dass es schwierig war, die erforderlichen Maßnahmen zu bestimmen, die dem Budget des Kunden und der maximalen Investitionsrendite entsprachen.
DV GROUP bot eine Schritt-für-Schritt-Lösung an:
Durchgeführte Arbeiten
Das Team von DV GROUP stellte die Zuverlässigkeit des Abschnitts innerhalb der vorgesehenen zwei Tage sicher. Nach ihrer Analyse stellten die Techniker fest, dass drei Frequenzumrichter Fehler aufwiesen: Der Zustand der Leiterplatte IVI, IGB und PSU war stark beeinträchtigt. Die Abhilfemaßnahmen wurden im Rahmen der Präventivmaßnahmen durchgeführt.
Die Analyse der Situation ermöglichte es, eine stark verschlechterte MTBF festzustellen, mit großen Ausfallrisiken bei mehreren Produkten.

Gewinne und Nutzen für den Kunden:
Expertisen